創成図から歯形の成り立ちを理解する(2)
第2回目です。
創成図の作り方一部見直し
前回のスケッチでの回転移動の際、ラックを形成する線を1本ずつマウスで選択する手間があったため、次のような変更を加えました。
- ラック2ピッチをスケッチ作成
- ラック2ピッチ分を「サーフェス」化
- サーフェスを矩形状パターンで(rθ位置に)複製する
- サーフェスを-θ回転させる
- θをインクリメントしながら、ラックが歯形に関与しなくなるまで繰り返す
- スケッチ「投影」で、すべてのサーフェスの輪郭形状を取り込む
- サーフェス非表示
- 取り込んだ創成図をミラーコピーして完成

今回の創成図
前回は歯数20を作成しましたが、今回作成した創成図は、歯数6,12,50です。 モジュール1、圧力角20°です。
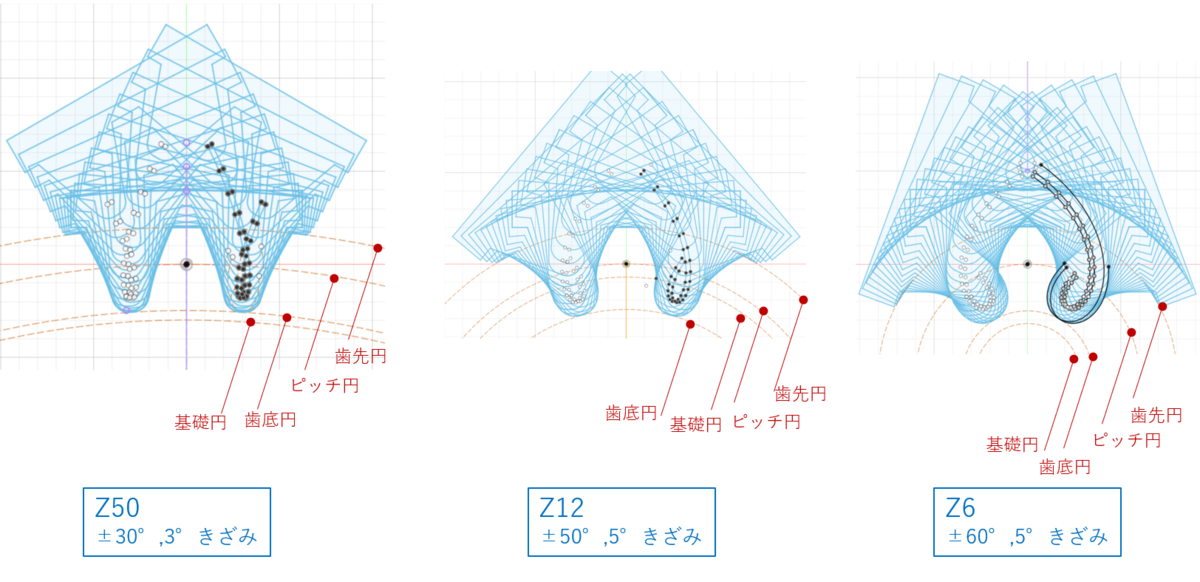
これを見て次のことに気が付きます
- 歯底円と基礎円の大きさが入れ替わる
- 歯数が多いとラック歯形に近づく
- 歯数6はラック歯先の丸み中心が描くループが大きく歯元が細い
- 歯数6は歯元隅肉とインボリュート面の接続が滑らかではない
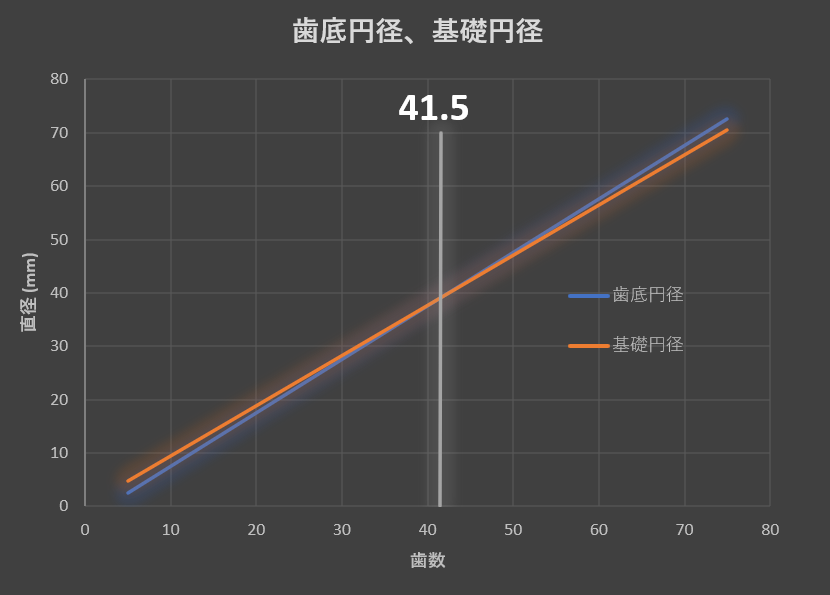
歯底円径と基礎円径の大小が入れ替わる理由
歯底円径と基礎円径
は、ピッチ円
の変化に対して歯底円径は等差で、基礎円径は等比です。
は歯元のたけ
歯底円径:
基礎円径:
横軸に歯数(ピッチ径)を取り、縦軸に交差点数をとったグラフを描くと、歯数が1つのポイントで交わり、その前後で大小関係が変わることになります。標準的な歯車では歯数が41.45の点で交差するため、歯数が41以下の場合、歯底円径が基礎円径よりも小さくなります。一方、42枚以上の歯数では、歯底円径が基礎円径よりも大きくなることになります。
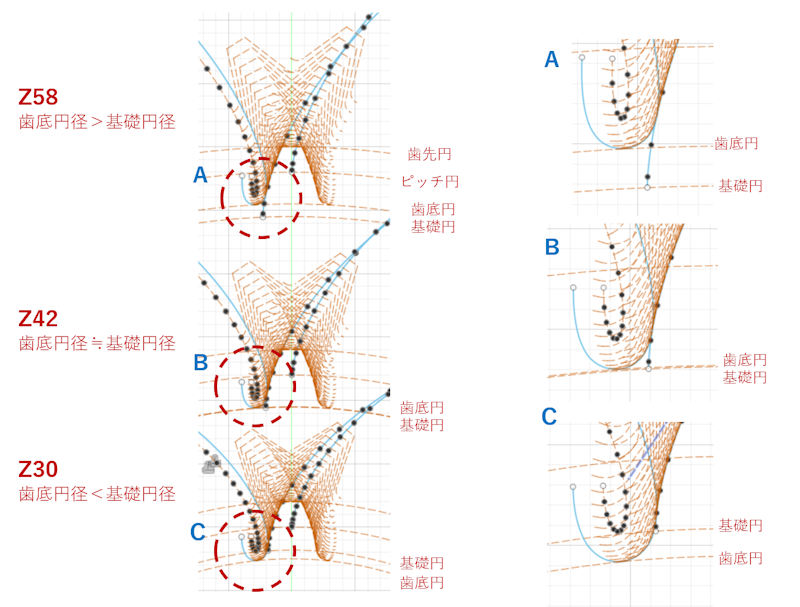
標準歯車の歯数30,42,58で歯元付近を見てみましょう。図4で、歯数42、50は歯底円の内側に基礎円があるので、歯面はすべてインボリュート可能範囲です。歯数30は、基礎円から下はインボリュートが形成できないので、つなぎとしてトロコイド曲線で歯底まで接続しています。
外歯車の場合は、歯底円と基礎円の大小関係が入れ替わっても実用性に大きな変化はありません。しかし、内歯車の場合は事情が異なります。内歯車は外歯車でいう歯底が、歯先になります。したがって、内歯車の場合、歯先の半径が基礎円径より小さいと問題を生じます。これは、外歯車ではかみ合い範囲外だったトロコイド部が、内歯車ではかみ合い範囲内に入り込んでしまい、適切なかみ合いが得られないためです。
標準の内歯車では逆転が起こる歯数は34です。従って、歯数34以下の内歯車を使用する際には、「転位」または「圧力角」を調整する必要があります。これによって、適切なかみ合いと正しい歯車動作を確保することが可能です。
なお、図4から、創成図の作成方法をスクリプトに変えています。
アンダーカット
インボリュート曲線は定義上、基礎円から下には存在しません。いっぽう、前章と同じ話で小歯数ほど「基礎円より歯底円の小径化の度合いが大きい」ので、どこかの歯数で基礎円の下にラックが入り込むようになります。

加工工具の先端が基礎円の下に入ると、もとのラック歯形の歯元を削り込んでいきます。これを「アンダーカット(切り下げ)」といいます。図5は、アンダーカットの大きい歯数6の標準歯車の歯形形状です。A部は基礎円から径方向でインボリュート部を0.159削り取っています。B部は片側0.5㎜細くなっています。
アンダーカットは避けるべきなのですが、その理由は
- インボリュート歯面を削ることによるかみ合い率低下
- 曲げの危険断面幅が狭くなることによる曲げ強度低下
が挙げられます。
かみ合い率低下については、筆者の別HPに詳しく述べているのでご一読ください。要は、アンダーカットによって、大事なインボリュート部まで削ってしまい、かみ合っている期間が十分に確保できなくなります。円滑な運転のためには、前の歯がかみ合っている間に次の歯がかみ合い始めている必要があります。これを「かみ合い率1以上」といいますが、アンダーカットによって1以下になる場合があり、歯車として機能しなくなります。
アンダーカット判定
CADでアンダーカット判定しましょう。
- 歯車の歯先径、ピッチ径、基礎円径、歯底径の円を描きます。
- ラックを描きます。頂隙部や丸みはなくてもいいです。標準歯車の歯先のたけ1.25mのうち、0.25mを除いた1m位置を歯先とします。
- 作用線を描きます。作用線はピッチ点を通り、基礎円に接する線です。
判定は、作用線の基礎円起点(以後、干渉点とする)とピッチ点の範囲内に、ラックの歯先があればアンダーカットはありません。ラック歯先が干渉点を越す場合はアンダーカットを生じます。下の図でZ20の場合は、作用線をラック歯先
が通過しますが、Z6の場合はラック歯先
は作用線
内を通過しません。

インボリュート歯車が正しくかみ合うのは、作用線範囲内のみです。作用線範囲を超えた領域では、歯車同士が干渉し合い、切削工具の場合は相手の歯を削ることになります。ラックの頂隙部分は、インボリュート部分を加工しないため、考慮に含める必要はありません。
これを定量的に求めます。図7で、ピッチ点から干渉点
のまでの高さ
は
:ピッチ円径、
:歯底円径、
:圧力角
一方でラックの歯先直線部のたけは
となる
を求めると
のとき
を得ます。

上でも書いたのですが、基礎円径と歯底円径が逆転したのと同じ理由で、ピッチ円径に対して基礎円径は比率が一定ですが、工具の歯先高さは差が一定なので、どこかで歯先高さが干渉点を越してしまうのだと理解しています。
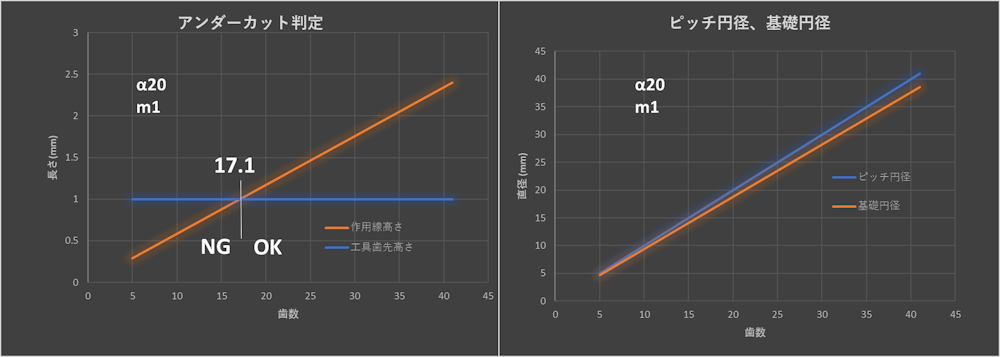
アンダーカットは標準歯車では歯数17以下で生じますが、実際にかみ合い率が低下する歯数15までは許容される場合があります。それ以下で使う場合は、プラス転位するか、高圧力角にします。高圧力角は、基礎円径が小さくなり、プラス転位は基礎円からラックを遠ざけるのでアンダーカットに有利です。
ラック加工のGIF画像
図7は、Fusion 360を使用して作成したラック加工計算のGIF画像です(実際の加工方法とは異なるかもしれませんが、原理は同じです)。この図では、ラックが静止しており、丸棒がラックの上を転がる際に干渉する可能性のある領域が取り除かれています。歯車の右側の歯面と左側の歯面は、1つのラック歯がトロコイド運動する際に、まずラックの右歯先が歯車の左歯元を削り、その後ループのピークを通過すると、ラックの左歯先が歯車の右歯元を削る様子が示されています。