プロチュバランス(こぶ)付きホブは、後工程(シェービングやグラインディング)工具の干渉を避けるために、歯車の歯元にアンダーカットをつけるように設計されたホブです。このホブによる創成図をQCADで描いてみます。

ホブモデルの作成
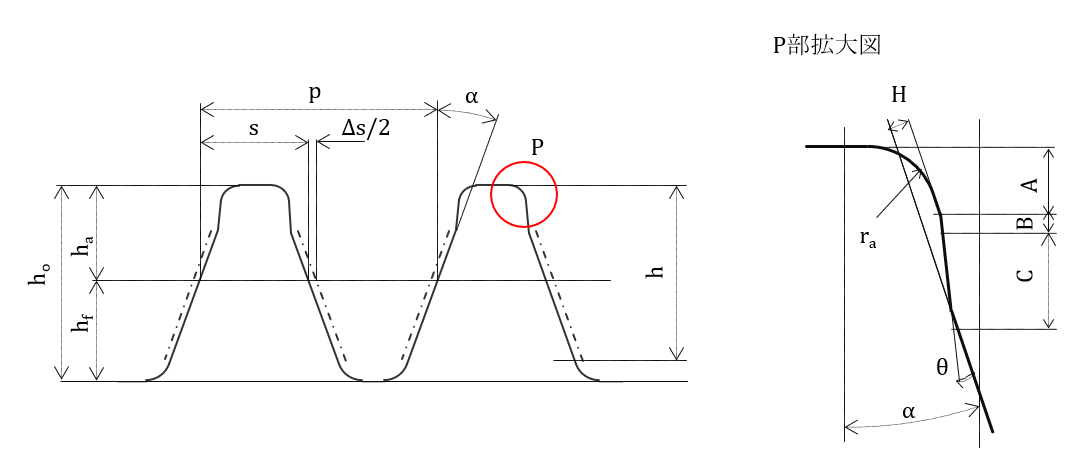
ホブのモデルを作成します。「JISB4350:2002 歯切工具-歯形及び寸法」に基づいて、プリシェービング用のプロチュバランスホブの形状を入力します。
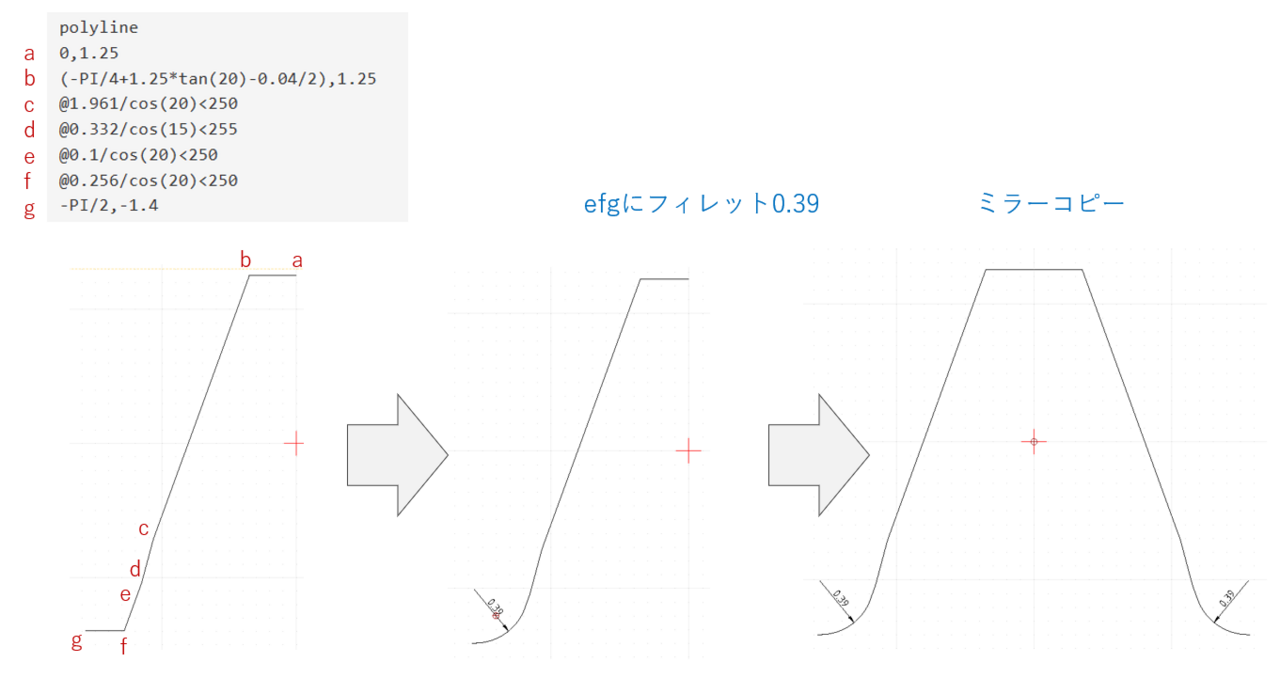
簡単に入力できるように、モジュール1サイズのホブ形状座標点を以下に示します。リストに「0.04」という数字がありますが、これはJIS規格における仕上げ代ΔS参考値を示しており、モジュール1~2の場合は0.04となっています。この場合、後工程のシェービング工程では両側に0.02の仕上げ加工が行われるため、前加工では完成寸法より片側で0.02大きく作りますという意味です。
polyline 0,1.25 (-PI/4+1.25*tan(20)-0.04/2),1.25 @1.961/cos(20)<250 @0.332/cos(15)<255 @0.1/cos(20)<250 @0.256/cos(20)<250 -PI/2,-1.4
リストの見方は、「polyline」以下の2行目、3行目、8行目は「x,y座標」です。4から7行目は、「相対極座標(線の長さ、角度)」を表しています。「<」は不等号ではなく角度記号を表しています。
「@0.1/cos(20)<250」は「現在位置から長さ0.1/cos(20),傾き250°」の点という指示です。「250°」は圧力角20°のことです(270-20)。
この8行をコピーして、QCAD画面下部にあるコマンド入力部に貼り付けます。下図が描けたら、直線EFとFGの間にR0.39のフィレットをつけてください。
次に、ミラーコピーすれば完成です。
ホブの全体の歯たけは、2行目と8行目のy座標を足し合わせると1.25と-1.4で、合計2.65となります。ただし、素材への切り込み深さは2.4です。
次に、角度部分の係数を合計すると、1.961+0.332+0.1+0.256=2.65となり、全体の高さを4つのパートに分けていることがわかります。後ろの3つのパートが「こぶ」の寸法を表しており、JISB4350では以下のように記されています(図2の右側拡大図部)。
| 丸みの接点の丈 | A | 0.256m |
| 平行部の丈 | B | 0.1m |
| 角度部の丈 | C | 0.332m |
創成図の作成
ここから先の手順は以下で説明した内容と同じです。
involutegearsoft.hatenablog.com
モデルを選択後、次の3行をコピーして、コマンド入力に貼り付けます。rotate2は2重回転のコマンドで、続く2行に2つの回転中心を入力します。
rotate2 0,-10 0,100000
ラックの中心を原点に置いたので、モジュール1、歯数20の歯形を創成するときの歯車中心は[0,-10]になります。これが一つ目の回転中心です。
2つ目の回転中心として[0,100000]を指定しているのは、無限遠の意味です。インボリュートは平行運動と回転運動の組み合わせなので、これを2つの回転運動で表すための処置です。
ダイアログが表示されるので、「M多重コピー」にチェックを入れて「30」と入力、「アングルa」に「1」、「アングルb」に「10/100000」を入れて「OK」をクリックします。アングルbの「10/100000」というのは、先ほどコマンド入力に貼り付けたy座標(-10と100000)の絶対値比です。これはアングルaに対するアングルbの回転数比になります。
うまくいかない場合は、事前にモデルを選択できているか、数字の正負が正しいかなどを確認してください。
結果の比較
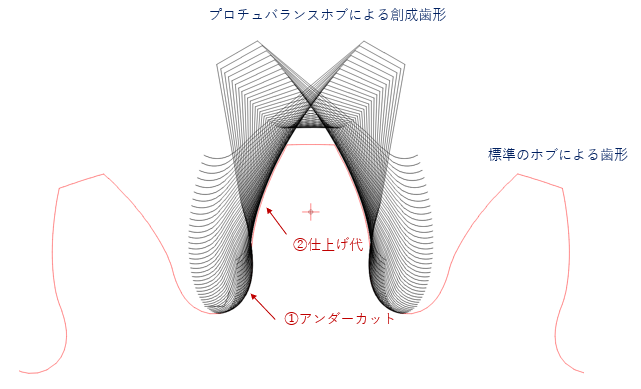
下図に、標準のホブによる歯形と、今回のプロチュバランスホブの創成図を重ねて示します。インボリュート部は片側0.02広がり、逆にトロコイド部はアンダーカットがきつくなっています。これによって後工程で工具が0.02を削り取る際に、仕上げ工具先端の歯元での無駄な切削を防ぎ、歯元への加工残りによる段付き防止や、負荷軽減による工具寿命向上に良いと聞いています。
創成図のブーリアン
上の創成図は、創成過程を見るにはいいのですが、形状としてみるには多数の線があって見にくくいうえに、輪郭が曲線データではないので、ちょっと使いずらいのは事実です。DXF出力して、Autodesk Fusionに読み込み、サーフェスかソリッド化してブーリアン演算すれば形状データは得られるのですが、Fusionのスケッチ機能で多数の線を含んだDXFファイルを読むと、処理が極端に遅くなります。
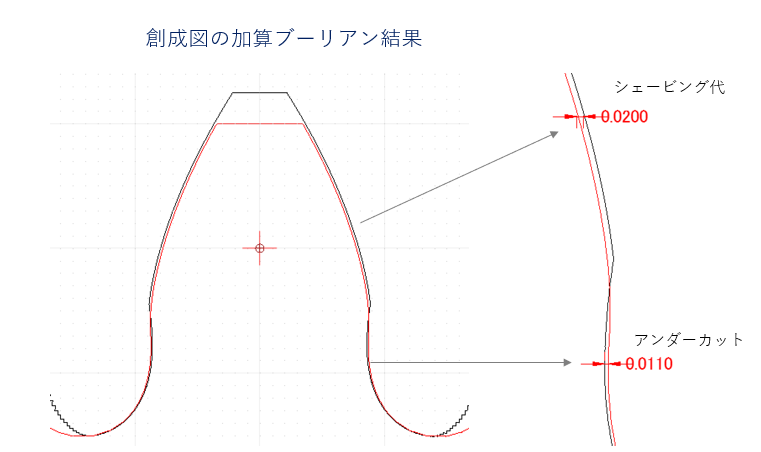
それで、まだ未公開なのですが、2D上でブーリアン演算するプログラムを開発中なので、その結果をお見せします。図5に示す通り、インボリュート部の仕上げ代0.02確保して、トロコイド部に0.011のアンダーカットができたことがよくわかります。
以上です。